Pisica și vulpea este o poveste populară rusească pe care oamenii adoră să o asculte, să citească și...


Harta tehnologica educationala.
Obiectivul lecției:
Educațional : să formeze concepte despre produse lungi și metode de obținere a acestora.
De dezvoltare : dezvoltați logica gândirii, dezvoltați creativitatea, îndemânarea
analizați, comparați și trageți concluzii informate pe baza comparației.
Educarea : a cultiva interesul pentru învățare, a cultiva diligența, acuratețea,
perseverență, sentimente estetice, simțul responsabilității pentru munca proprie.
Rezultate planificate:
Subiect - elevii se familiarizează cu desenele de asamblare, schițează o parte a unuia dintre produse și învață să citească desenul de asamblare al produsului.
Metasubiect (UUD): regulator - transforma o sarcină practică într-una cognitivă, comunicativă - capacitatea de a lucra în grup la finalizarea unei sarcini, capacitatea de a colabora cu un profesor, cognitiv - ce este un desen de ansamblu? În ce cazuri desenele arată nu o vedere, ci două sau mai multe? etc.
Personal – capacitatea de a efectua autoanaliză a muncii prestate, de a dezvolta diligența și responsabilitatea pentru calitatea activităților proprii.
Concepte de bază : desen de ansamblu, citirea unui desen de ansamblu.
Tip de lecție: combinate
Echipamente : Mostre de desene finalizate, caiete de lucru, manuale, rechizite pentru desen.
Progresul lecției.
1. Etapa de motivare (autodeterminare pentru activitate) - org. moment, creăm o problemă arătând un diapozitiv cu o imagine a unui desen de ansamblu.
Întrebare : Care sunt regulile de reprezentare a desenelor tehnice, schițelor și desenelor pieselor din lemn și tablă.
Ce dimensiuni sunt indicate pe desene?
2. Actualizarea cunoștințelor și înregistrarea dificultăților individuale într-o acțiune problematică.
Pentru a actualiza cunoștințele, se poartă o scurtă conversație cu studenții, în cadrul căreia se pun următoarele întrebări:
- În ce cazuri desenele arată nu o vedere, ci două sau mai multe?
(UDD cognitiv - dobândește cunoștințe noi în procesul de observare și raționament)
Ce dimensiuni sunt indicate pe desenele de montaj? (compartimentele de control normativ - citesc independent desenul de ansamblu);
(UDD cognitiv) –Ce este un desen de ansamblu?
Pentru a actualiza cunoștințele, se poartă o conversație cu studenții, în cadrul căreia se pun următoarele întrebări:
1. Care este diferența dintre desenele de asamblare ale produselor din lemn și din metal? (UDD cognitiv - dobândește cunoștințe noi în procesul de observare și raționament)
2.Denumește ordinea de citire a unui desen de ansamblu produse lungi(UUD de reglementare - găsiți în mod independent informațiile necesare în manual)
3. Ce este un desen de ansamblu? Ce înseamnă expresia „dimensiuni generale”? (Activități de învățare cognitivă - căutați și selectați informațiile necesare pentru a rezolva o problemă educațională - într-un manual, enciclopedie, Internet.)
3. Formularea temei lecției.
Ce crezi că vom învăța astăzi?
După ce a aflat părerea copiilor, profesorul clarifică rolul desenului în proiectarea produselor (actualizarea cunoștințelor elevilor, UUD de reglementare - stabilirea obiectivelor)
4. Lucrări practice.
Profesorul organizează actualizarea metodelor de studiere a acțiunilor suficiente pentru a construi noi cunoștințe.
Acțiune de probă (sarcină) - Uitați-vă la Figura 61, finalizați registrul de lucru schița uneia dintre părți: o șurubelniță. șablon, colț - sau schiță a unei părți din proiectul dvs. creativ.
Faceți experimentul: întindeți și eliberați arcuri din oțel (călit) și sârmă de cupru. Trageți o concluzie despre elasticitatea oțelului și a cuprului.
Citiți desenul de ansamblu prezentat în Figura 62.
Completați tabelul din registrul de lucru
Profesorul verifică corectitudinea sarcinii, identificând dificultăți în acțiunea de probă.
5. Remedierea dificultății:
Definirea incorectă a dimensiunilor. Determinarea incorectă a numărului de vederi din desen (modalități de rezolvare a problemei)
6. Ieșire din dificultate:
Încă o dată, profesorul vorbește despre necesitatea de a putea citi desene de ansamblu, de a putea desena desene ale pieselor individuale, organizând astfel elevii să investigheze o situație problemă (UCD - comunicativ, rezolvare comună a problemelor)
7. Reflecție asupra activităților educaționale.
În această etapă de rezumare a lecției, profesorul pune copiilor întrebări, răspunzând la care poate judeca stăpânirea acestui material.
Întrebări : Ce este un desen de ansamblu?
În ce cazuri desenele arată nu o vedere, ci două sau mai multe?
Care este diferența dintre desenele de asamblare ale produselor din lemn și cele din metal?
Ce dimensiuni sunt indicate pe desenul de ansamblu?
Ce cunoștințe noi ai dobândit pentru tine?
Cunoștințele dobândite astăzi pot fi utile în viață?
Profesorul îi invită pe băieți să-și evalueze munca la clasă. (UUD personal - înțelegerea adecvată a motivelor succesului/eșecului în activitățile educaționale.)
8. Curățarea locurilor de muncă.
Ţintă: să familiarizeze elevii cu tipurile de produse lungi, metodele de obținere a acestora și reprezentarea în desene a pieselor din produse lungi.
Echipamente: mostre de produse laminate, desene de asamblare, mostre de produse din produse lungi.
Progresul lecției
I. Repetarea materialului acoperit.
1. Conversație pe următoarele probleme:
– Ce aliaje de metale neferoase cunoașteți?
– Care sunt proprietățile acestor metale?
– Enumeraţi proprietăţile tehnologice ale metalelor şi aliajelor.
– Numiți-i proprietăți mecanice metale si aliaje.
– Povestește-ne despre utilizarea aluminiului.
2. Un exercițiu pentru a dezvolta observația, acuratețea, acuratețea.
Exercita. Stabiliți în ce gaură se încadrează cheia.
3. Enunțarea temei și a scopului lecției.
II. Prezentarea materialului programului.
1. Conversație introductivă.
Profesor. În lecțiile din clasa a 5-a ne-am uitat la tablă și sârmă. Amintiți-vă cum le obțineți.
Pentru realizarea diverse produse Sunt necesare și alte forme de produse laminate, care se obțin prin laminarea (comprimarea) lingourilor încălzite între role de diferite profile.
Adesea, forma piesei viitoare este adusă mai aproape de forma produsului laminat, ceea ce permite reducerea deșeurilor de metal și a timpului de fabricare a piesei.
Există diferite forme de produse lungi, dintre care cele mai comune sunt prezentate în figură. Luați în considerare și denumiți-le. (A se vedea figura 1.)
Orez. 1. Profiluri lungi de produse: O- pătrat; b– bandă; V– hexagon; G- cerc; d– colț; e- triunghi; şi– canal; h– șină
Profesorul explică principalele aplicații ale diferitelor profile laminate.
2. Sarcină practică.
Secvența de execuție:
1) Tăiați două benzi de 100×240 mm din tablă și efectuați un experiment, încărcând benzi de tablă (vezi Fig. 2).

Orez. 2. Mostre de benzi de tablă
2) Este necesar să se încarce până când banda de tablă atinge masa.
3) Notați datele într-un caiet și comparați rezultatele.
3. Rezultatul sarcinii practice.
1) Evaluarea îndeplinirii sarcinilor practice de către elevi.
2) Generalizare.
Profesor. În secțiunea „Prelucrarea lemnului” ne-am uitat la modul în care sunt reprezentate diagonalele. Numiți aceste metode. ( Folosind schițe, desene tehnice și desene.)
Cum sunt descrise produsele de închiriere? ( Produsele lungi sunt descrise în mod similar.)
Cum este descris un produs format din mai multe părți? ( Un produs format din mai multe piese este prezentat pe desenele de asamblare.) (Vezi fig. 3.)
Cum sunt controlate colțurile? ( Șablon de control al unghiului.) (Vezi fig. 4.)
III. Lucrări practice.
Finalizarea sarcinilor:
1. Luați în considerare instrumentul de fabricare a nituri din Figura 3.
2. Schițați șablonul în caiet.
3. Citiți cu atenție desenul de montaj (Fig. 3) și completați tabelul.
IV. Rezumatul lecției.
1. Verificați și comparați datele completate în tabel.
2. Evaluarea schițelor și a tabelelor.
Pentru a utiliza previzualizările prezentării, creați un cont Google și conectați-vă la el: https://accounts.google.com
Lecție de tehnologie în clasa a VI-a Tema lecției: „Tăierea țaglelor din produse laminate” (Prima etapă) Alcătuit de: profesor de tehnologie de cea mai înaltă categorie de calificare a Școlii Gimnaziale Nr. 2 MKOU Svetloyarsk, numită după. F. F. Pluzhnikova Trofimov V. P.
OBIECTIVELE LECȚIEI Să familiarizeze elevii cu tipurile și caracteristicile pilelor pentru diverse scopuri, precum și cu principiul funcționării acestora ca instrumente de tăiere. Învățați să determinați clasa unui fișier și scopul acestuia.
Testarea cunoștințelor studenților despre studiate anterior material educațional Testarea cunoștințelor elevilor folosind carduri de sarcini de diferite niveluri de dificultate (4-6 elevi). Răspunsuri la întrebări (de la alți studenți): 1. Care sunt părțile principale ale unui ferăstrău? 2. Enumerați regulile pentru utilizarea în siguranță a unui ferăstrău. 3. În ce scop se face o tăietură pe piesa de prelucrat la locul de tăiere cu o pilă triunghiulară? 4. Cum să tăiați o bucată lungă?
Prezentarea unui nou material: „Navigarea țaglelor din produse laminate lungi.” Tăierea înseamnă tăierea unui strat mic de metal (aport) dintr-o piesă de prelucrat cu ajutorul pilelor pentru a obține dimensiunile exacte indicate în desen. Pilele sunt fabricate din oțel pentru scule.
Elemente de fișier
Tipuri de fișiere după forma secțiunii transversale
Lungimea piesei de lucru a dosarului Numere de serie 1 2 3 4 5 6 7 8 Lungimea piesei de lucru mm 100 125 150 200 250 300 350 400.
Tipuri de tăieturi de fișiere.
Denumire Număr de tăieturi principale pe 10 mm lungime pilă Număr de tăieturi Aplicare Periere 5 6... 14 0 1 Pilire brută a pieselor de prelucrat pentru îndepărtarea adaosurilor mari de metal (până la 0,5 mm) Personal 8... 20 12...28 2 3 Pilire de finisare pentru îndepărtarea micilor adaosuri de metal (până la 0,15 mm) Catifea 20...40 28... 56 4 5 Finisarea de precizie, șlefuirea și finisarea pieselor Tipuri de crestături pile.
Clasele de fișiere 0; 1- Pile Bruxelles au o crestătură mare, 5-12 dinți la 10 mm. Lungimi. Sunt folosite pentru procesări mari. Grosimea stratului de metal îndepărtat dintr-o singură cursă este de 0,2-0,5 mm. 2; 3 - personal - au o croiala medie, 13-26 dinti la 10 mm. lungime. Aceste fișiere funcționează atunci când stratul principal de metal a fost deja îndepărtat cu un fișier bastard. Grosimea stratului de metal îndepărtat într-o singură cursă este de 0,1-0,3 mm. 4; 5 - catifea - au o crestătură de 42-80 de dinți la 10 mm. lungimi și sunt utilizate pentru finisarea și șlefuirea suprafețelor. Îndepărtează un strat de metal de 0,005 - 0,01 mm grosime.
Tipuri de fișiere. Ace: a, b - plate; c - pătrat; g, d - triunghiular; e - rotund; g - semicircular; z - în formă de măsline; și - rombic; k - trapezoidal; l - file
Lucrări de laborator și practice Sarcina nr. 1. 1. Completați tabelul conform formularului furnizat. 2.Uitați-vă la mostre de fișiere. 3. Determinați forma fiecărui fișier. 4. Numărați numărul de crestături pe 10 mm de lungime a fișierului. 5. Determinați tipul de crestături. 6. Determinați clasa (tipul) și scopul fișierului 7. Introduceți toate datele primite în tabelul pregătit. Nr. Forma pile Număr de crestături pe 10 mm lungime Tip de crestătură Clasa (tip) de pilă Pentru ce procesare este destinată 1,2,3 etc.?
Partea organizatorica si finala Analiza erorilor tipice si a cauzelor la determinarea tipurilor de fisiere. Raportarea evaluării muncii fiecărui elev Teme pentru acasă: Pregătiți-vă pentru a doua etapă a lecției: „Tăierea țaglelor din produse laminate” Manual „Tehnologie”. Pagină 95-99.
Prezentarea este folosită la studierea temei în clasa a VI-a „Tehnologie pentru fabricarea produselor din produse lungi”. Prezentarea are scopul de a familiariza elevii cu procesele tehnologice de fabricare a produselor din produse lungi.
Instituție de învățământ autonomă municipală
„Liceul nr. 10” al orașului Sovetsk, regiunea Kaliningrad
Tehnologie pentru fabricarea produselor din produse laminate
Scop: familiarizarea cu principalele procese tehnologice de prelucrare a metalelor și aliajelor, despre tipurile de produse realizate din produse laminate
Realizat de profesorul de tehnologie Zinchenko A.G.
MAOU "Liceul nr. 10"
Sovetsk, 2017

Operatii tehnologice necesare pentru fabricarea pieselor din sectiuni laminate

Citirea unui desen de parte
Dărâma proces tehnologic pentru operațiuni tehnologice
Prelucrare
pregătitoare
Asamblare
Finisare
Determinarea succesiunii operaţiilor pregătitoare
Determinarea succesiunii operatiilor de asamblare
Determinarea succesiunii operațiilor de finisare
Determinarea succesiunii operațiilor de prelucrare
Selectarea piesei de prelucrat
Dezbracarea
Conexiune cu nituri
Măcinare
Marcare
Conexiune cu șuruburi
Alte operațiuni
Foraj
Alte operațiuni
Alte operațiuni
Alte operațiuni
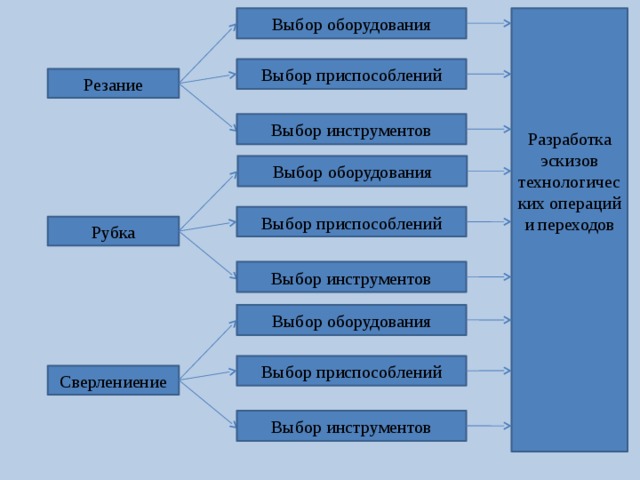
Alegerea echipamentelor
Selectarea dispozitivelor
Selectarea instrumentelor
Elaborarea schițelor operațiilor și tranzițiilor tehnologice
Alegerea echipamentelor
Selectarea dispozitivelor
Selectarea instrumentelor
Alegerea echipamentelor
Selectarea dispozitivelor
Foraj
Selectarea instrumentelor

Procesul de producție
recepția pieselor de prelucrat, prelucrarea pieselor, întreținerea și repararea dispozitivelor, ascuțirea și îndreptarea sculelor, controlul și testarea produsului finit, ambalarea și depozitarea produse finite etc.

Proces

Funcționare tehnologică

Lăcătuși
La întreprinderi se efectuează aceste operațiuni lăcătuși .

Mecanica de montaj mecanic mașinile-unelte, motoarele, mașinile, tractoarele sunt asamblate din piese și componente individuale

Reparatori
Lăcătuși - reparatori efectuează reparații și ajustări ale diferitelor echipamente.

Producători de scule
fabricarea și repararea sculelor și dispozitivelor de fixare

Surse folosite
Produse lungi
Utilizat pe scară largă în inginerie mecanică, construcții și transport metal laminat: foi, benzi, benzi, șine, grinzi etc.Se obţine prin comprimarea unui lingou metalic în stare caldă sau rece între rolele rotative ale unui laminor. Oțelul, metalele neferoase și aliajele lor sunt prelucrate în acest fel.
Profil de închiriere (forma sa în secțiune transversală) depinde de forma rulourilor. Cifrele arată principalele profiluri ale produselor de producție rulante, numite produse lungi.


Se disting următoarele profiluri: produse lungi: simplu (cerc, pătrat, hexagon, dungă, foaie); în formă (șină, grindă, canal, marcă etc.); special (roți, oțel de armare etc.).

Cel mai adesea, produsele laminate sunt folosite ca semifabricate pentru diferite piese. De exemplu, de la tijă hexagonală faceți șuruburi și piulițe. Din bare rotunde piesele cilindrice sunt turnate pe strunguri. Bare unghiulare folosit la producerea de rame, rame, rafturi etc.

Prin rulare, puteți da piesei de prelucrat forma piesei finite, evitând astfel prelucrarea suplimentară și, prin urmare, reducând risipa de metal și economisind timp.
Mai jos sunt câteva exemple de tipuri comune de produse laminate: țeavă, armătură, grindă, canal, tablă, unghi, bandă etc.








Produse lungi - unul dintre tipurile de semifabricate. Acesta este numele dat unui produs de muncă destinat prelucrării și producerii ulterioare a produselor finite.
Sunteți deja familiarizat cu unele tipuri de semifabricate - cherestea, placaj, sârmă.
Tablăîmpărțit în foaie subțire
(până la 4 mm) și foaie groasă
(peste 4 mm
Tipuri și proprietăți ale oțelului
Oţel- Asta aliaj fier-carbon(până la 2%) și altele elemente chimice. Este utilizat pe scară largă în inginerie mecanică, transport, construcții și viața de zi cu zi.
În funcție de compoziție, sunt diferite carbonice
Şi aliate
oţel. Oțelul carbon conține 0,4...2% carbon. Carbon dă duritate oțelului, dar crește fragilitatea și reduce ductilitatea. Când adăugați alte elemente la oțel în timpul topirii: crom, nichel, vanadiu etc. - proprietățile sale se schimbă. Unele elemente cresc duritatea și rezistența, altele cresc elasticitatea, altele conferă rezistență la coroziune, la căldură etc. Oțelurile care conțin aceste elemente sunt numite aliate. În clasele de oțel aliat, aditivii sunt desemnați prin litere: N - nichel
, ÎN - tungsten
,G - mangan
, D - cupru
, LA - cobalt
, T - titan
.
Prin scop se deosebesc structurale, instrumentale și speciale
oţel.
Carbon structural
oțelul este de calitate obișnuită și de înaltă calitate. Primul- plastic, dar are rezistență scăzută. Folosit pentru realizarea de nituri, șaibe, șuruburi, piulițe, sârmă moale, cuie. Doilea se caracterizează prin rezistență crescută. Arborele, scripetele, șuruburile de plumb și angrenajele sunt fabricate din acesta.
Oțel pentru scule
are o duritate și o rezistență mai mare decât oțelul structural și este utilizat pentru fabricarea dălților, ciocanelor, sculelor de tăiat filet, burghiilor și tăietorilor.
Oteluri speciale
- sunt oteluri cu proprietati deosebite: termorezistente, rezistente la uzura, inox etc.
Toate tipurile de oțel sunt marcate într-un anumit fel. Aşa, oțel de structură
calitatea obișnuită este indicată prin litere Sf. și numărul de serie de la 0
la 7
(Artă. DESPRE, Artă. 1 etc. - cu cât numărul de oțel este mai mare, cu atât este mai mare conținutul de carbon și rezistența la tracțiune), calitate superioară
- două cifre 05
, 08
, 10
etc., arătând conținutul de carbon în sutimi de procent. Din cartea de referință puteți determina compozitia chimica oțel și proprietățile acestuia.
Proprietățile oțelului pot fi modificate folosind tratament termic (tratament termic). Constă în încălzirea la o anumită temperatură, menținerea la această temperatură și răcirea ulterioară rapidă sau lentă. Intervalul de temperatură poate fi larg în funcție de tipul de tratament termic și de conținutul de carbon al oțelului.
Principalele tipuri de tratament termic - călire, călire, recoacere, normalizare
.
Pentru a crește duritatea oțelului se folosește întărire
- încălzirea unui metal la o anumită temperatură (de exemplu, până la 800 ° C) și răcirea rapidă în apă, ulei sau alte lichide.
Când este expus la căldură semnificativă și răcire rapidă, oțelul devine dur și fragil. Friabilitatea după întărire poate fi redusă prin vacante
- piesa de oțel răcită, întărită, este din nou încălzită la o anumită temperatură (de exemplu, 200...300°C) și apoi răcită în aer.
Pentru unele instrumente, doar partea lor de lucru este călită. Acest lucru crește durabilitatea întregului instrument.
La recoacerea
piesa de prelucrat este încălzită la o anumită temperatură, menținută la această temperatură și încet(aceasta este principala diferență față de întărire) răcire. Oțelul recoapt devine mai moale și, prin urmare, mai ușor de prelucrat.
Normalizare
- un tip de recoacere, doar răcirea are loc în aer. Acest tip de tratament termic ajută la creșterea rezistenței oțelului.
Se efectuează tratarea termică a oțelului la întreprinderile industriale lucrători termici. Termistul ar trebui să știe bine structura internă metale, proprietățile lor fizice, tehnologice, moduri de tratament termic, folosesc cu pricepere cuptoarele termice, respectă cu strictețe regulile de siguranță a muncii.
Cel mai important proprietățile mecanice ale oțelului - duritate și rezistență . Pe duritate oțelul este testat folosind special teste de duritate. Metoda de măsurare se bazează pe presarea unui material mai dur în eșantion: o bilă de oțel dur, un con de diamant sau o piramidă de diamant.

Valoarea durității NV determinată prin împărțirea sarcinii la suprafața amprentei lăsate în metal ( metoda Brinell ) (Fig. din dreapta, O),

sau prin adâncimea de scufundare în metalul unui vârf de diamant, o bilă de oțel ( metoda Rockwell ) (orez. 6 ).
Rezistenţă oțelul se determină cu ajutorul mașinilor de încercare la tracțiune prin testarea probelor de formă specială, întinzându-le pe direcția longitudinală până la rupere (fig. din stânga). La determinarea rezistenței, împărțiți cea mai mare sarcină care a precedat ruperea probei la aria secțiunii sale transversale inițiale.
Pisica și vulpea este o poveste populară rusească pe care oamenii adoră să o asculte, să citească și...

Istoria limbii literare ruse - formare și transformare...

Crearea de rapoarte este una dintre funcțiile principale ale oricărui sistem de contabilitate. Ce tipuri...